Ekstera diametro ĉe bevelo
BW-teoj kaj kubutoj estas ambaŭ ofte uzataj tuboj uzataj por transporti fluon en tuban sistemon. Senstaraj ŝtalaj tubaj agordoj estas popularaj pro la An-Ti-koroda funkcio. Senstaraj ŝtalaj tuboj povas uzi pli ol 50 jarojn.
A234 WP11 -kubuto estas tubo taŭga por ŝanĝi la direkton de la dukto. Ĝi estas farita el alojo -ŝtalo. Ĝia baza strukturo estas kurba tubforma parto, kutime kun ligaj interfacoj ĉe ambaŭ ekstremoj por konekti kun aliaj dukto -komponentoj.
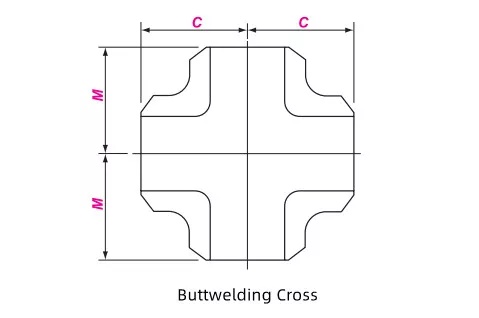
Butt-velda kruco kutime havas kvar interfacojn, kaj la grandeco kaj specifoj de ĉi tiuj interfacoj estas determinitaj laŭ malsamaj dukto-postuloj. La interna kanalo estas desegnita racie por certigi, ke la fluido povas flui glate en la kruco kaj redukti premon. Ekzemple, en iuj industriaj dukto-sistemoj, la interfacoj de la Butt-Weld-kruco povas esti precize prilaboritaj laŭ la ekstera diametro de la dukto, kaj la interfacoj estos speciale traktataj por faciligi veldajn operaciojn.
Koncentra redukta karbona ŝtalo
| Afrikaan | Karbona ŝtala materialo |
| Islanda | 12 en koncentra reduktilo sch 80 |
| Luksemburgio | Ŝtala Pipa Bend -Horaro 80 |
| Elektu Lingvon | MS Pipe Fitting Izolado Butt Weld Concertric Reducer Grandes |
| Haitia kreolo | Li tuboj ne povas estimi pro tio, kion ŝajnas la ekstera aranĝo de la tubo -reduktilo, sed la fluo de la tubo estas ŝanĝita per la interna larĝa konusa transira aranĝo. |
| Kurda (Kurmanji) | Buttwelding 45 -grada kubuto ASME B16.9 ASTM A234 Butt Welding Fittings Provizantaj Eksportantoj el Ĉinio |
45 deg -kubutaj neoksideblaj ŝtalaj tuboj Fabrikisto
| Belorusa | Forĝitaj ŝtalaj flankoj | Litova | ||
| Kataluna | ||||
| 15 | 1/2 | 21.3 | 25 | 25 |
| 20 | 3/4 | 26.7 | 29 | 29 |
| 25 | 1 | 33.4 | 38 | 38 |
| 32 | 11/4 | 42.2 | 48 | 48 |
| 40 | 11/2 | 48.3 | 57 | 57 |
| 50 | 2 | 60.3 | 64 | 64 |
| 65 | 21/2 | 73.0 | 76 | 76 |
| 80 | 3 | 88.9 | 86 | 86 |
| 90 | 31/2 | 101.6 | 95 | 95 |
| 100 | 4 | 114.3 | 105 | 105 |
| 125 | 5 | 141.3 | 124 | 124 |
| 150 | 6 | 168.3 | 143 | 143 |
| 200 | 8 | 219.1 | 178 | 178 |
| 250 | 10 | 273.0 | 216 | 216 |
| 300 | 12 | 323.8 | 254 | 254 |
| 350 | 14 | 355.6 | 279 | 279 |
| 400 | 16 | 406.4 | 305 | 305 |
| 450 | 18 | 547.0 | 343 | 343 |
| 500 | 20 | 508.0 | 381 | 381 |
| 550 | 22 | 559.0 | 419 | 419 |
| 600 | 24 | 610.0 | 432 | 432 |
| 650 | 26 | 660.0 | 495 | 495 |
| 700 | 28 | 711.0 | 521 | 521 |
| 750 | 30 | 762.0 | 559 | 559 |
| 800 | 32 | 813.0 | 597 | 597 |
| 850 | 34 | 864.0 | 635 | 635 |
| 900 | 36 | 914.0 | 673 | 673 |
| 950 | 38 | 965.0 | 711 | 711 |
| 1000 | 40 | 1016.0 | 749 | 749 |
| 1050 | 42 | 1067.0 | 762 | 711 |
| 1100 | 44 | 1118.0 | 813 | 762 |
| 1150 | 46 | 1168.0 | 851 | 800 |
| 1200 | 48 | 1219.0 | 889 | 838 |
| 1300 | 52 | 1321.0 | 965 | 914 |
| 1400 | 56 | 1422.0 | 1041 | 965 |
| 1500 | 60 | 1524.0 | 1118 | 1016 |
| 1600 | 64 | 1626.0 | 1194 | 1092 |
| 1700 | 68 | 1727.0 | 1270 | 1168 |
| 1800 | 72 | 1829.0 | 1320 | 1245 |
| 1900 | 76 | 1930.0 | 1422 | 1320 |
| 2000 | 80 | 2032.0 | 1499 | 1397 |
Galvanizita veldita kubuta ĉina provizanto
Dika Horaro
En la produktada procezo de petrokemia industrio, butt-velditaj krucaj artikoj estas vaste uzataj en la konstruado de diversaj dukto-retoj. Ekzemple, en la rafina procezo de kruda petrolo, de la liverado de kruda petrolo ĝis la konektaj duktoj inter diversaj distilaj turoj kaj reaktoroj, butt-velditaj krucaj artikoj povas ligi malsamajn procezajn duktojn por realigi la transportadon kaj distribuadon de kruda petrolo, diversaj frakcioj kaj kemiaj reagentoj.
Fadenaj tubaj agordoj
Butt-velditaj krucaj artikoj ankaŭ estas uzataj en la akvoprovizado kaj drena sistemo kaj hejtada sistemo de konstruaĵoj. En la akvoprovizado kaj kloakiga sistemo, butt-velditaj krucaj artikoj povas konekti la ĉefan akvoprovizan tubon kun la branĉaj akvotuboj sur malsamaj etaĝoj aŭ en malsamaj areoj por certigi la postulon de akvo de diversaj partoj en la konstruaĵo. En la hejtadsistemo, ĝi povas disdoni la varman akvon de la hejtada tubo al la radiatoraj tuboj en ĉiu ĉambro.
Portugala
En la vaporo-akva tubo-sistemo de termikaj centraloj, butt-velditaj krucaj artikoj estas nemalhaveblaj tuboj. Ĝi estas uzata por konekti vaporajn tubojn, kondensajn tubojn, ktp por certigi la glatan cirkuladon de vaporo kaj akvo -reciklado en la procezo de generado de energio.
Neoksidebla ŝtala materialo
Antaŭ ol instali la kurentan krucon, la velda parto devas esti purigita unue por forigi malpuraĵojn kiel oleo kaj rusto. Samtempe, la taŭgaj veldaj materialoj kaj veldaj procezoj devas esti elektitaj laŭ la materialoj de la tuboj kaj duktoj. Ekzemple, por neoksideblaj ŝtalaj kurentaj krucoj, kongruaj neoksideblaj ŝtalaj elektrodoj devas esti uzataj, kaj procezoj taŭgaj por neoksidebla ŝtala veldado kiel ekzemple argona arka veldado devas esti adoptitaj por certigi la veldan kvaliton.
La kongrua precizeco de la butt-veldita kruco kaj la dukto estas tre grava. Kiam kongruas, la ebeneco kaj koncentreco de la interfaco devas esti certigitaj por eviti misregadon. Se la kongruado estas malĝusta, neegala velda streso povas okazi dum la velda procezo, tiel influante la veldan kvaliton, kaj eĉ filtrado kaj aliaj problemoj povas okazi dum la funkciado de la dukto.
Post veldado, la velda parto devas esti vide inspektita por vidi ĉu estas iuj veldaj difektoj, kiel poroj, slag -inkludoj kaj nekompleta penetrado. Samtempe, laŭ la projektaj postuloj, ne-detruaj testoj, kiel radiografia testado kaj ultrasona testado, eble ankaŭ estos postulataj por certigi, ke la interna kvalito de la velda parto plenumas la postulojn.