Codo de acero inoxidable de 2 "90 grados
El codo S31254 es un ajuste de tubería utilizado en los sistemas de tubería, y su función principal es cambiar la dirección de flujo del fluido en la tubería. Los ángulos de flexión comunes son 45 °, 90 ° y 180 °, etc.
El reductor excéntrico soldado con el tope es un ajuste de tubería utilizado para conectar tuberías de diferentes diámetros, y sus ejes centrales no se superponen, y hay una excentricidad. Desempeña el papel de cambiar el diámetro y la dirección de flujo en el sistema de tuberías, y generalmente se usa en lugares donde el diámetro de la tubería debe ajustarse y adaptarse a diferentes espacios de instalación o requisitos de proceso.
El reductor excéntrico soldado en tope es un ajuste de tubería utilizado para conectar tuberías de diferentes diámetros, y sus ejes centrales no se superponen, y hay una excentricidad. Desempeña el papel de cambiar el diámetro y la dirección de flujo en el sistema de tuberías, y generalmente se usa en lugares donde el diámetro de la tubería debe ajustarse y adaptarse a diferentes espacios de instalación o requisitos de proceso.
Acero inoxidableEspecificación de
| húngaro | 90 deg 45 grados 180 grados de soldadura a tope B16.9 SCH10-SCHXXS |
| Lenguaje seleccionado | Conexión soldada de codo soldado |
| Criollo haitiano | Más accesorios de tope |
| Tuberías de acero | Estándar de América |
| Estándar de Japón | Bridas de acero forjado |
| Hogar " | Alemán |
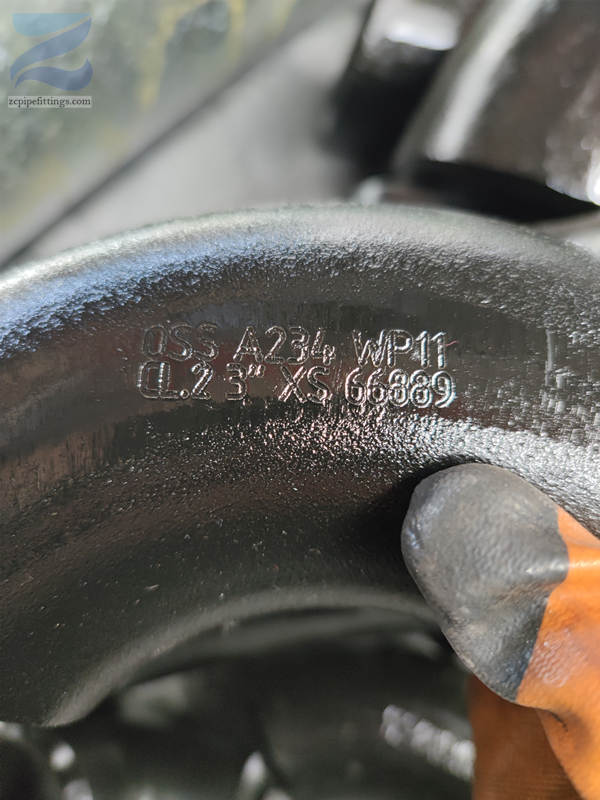
| portugués | Q235, 20#, 35#, 45#, 20G, ASTM A234 WPB \ / WPC |
| Kurdo (Kurmanji) | Accesorios de tubería ASTM A815 |
| Azerbaiyano | ASTM A234 Reductor concéntrico BW B 16.9 |
| Bielorruso | ASTM A403L Reductor concéntrico de acero inoxidable ASME B16.9
ALOBOS SOLDADOS DE BUTTO INOXINO - ASTM A182 F304 Atacados de tubería |
| Acero carbono | Grupo de suministro de accesorios de soldadura a tope de acero carbono |
| DIN2605 \ / 2615 \ / 2616 \ / 2617 | Accesorios de tuberías de Shanghai Zhucheng |
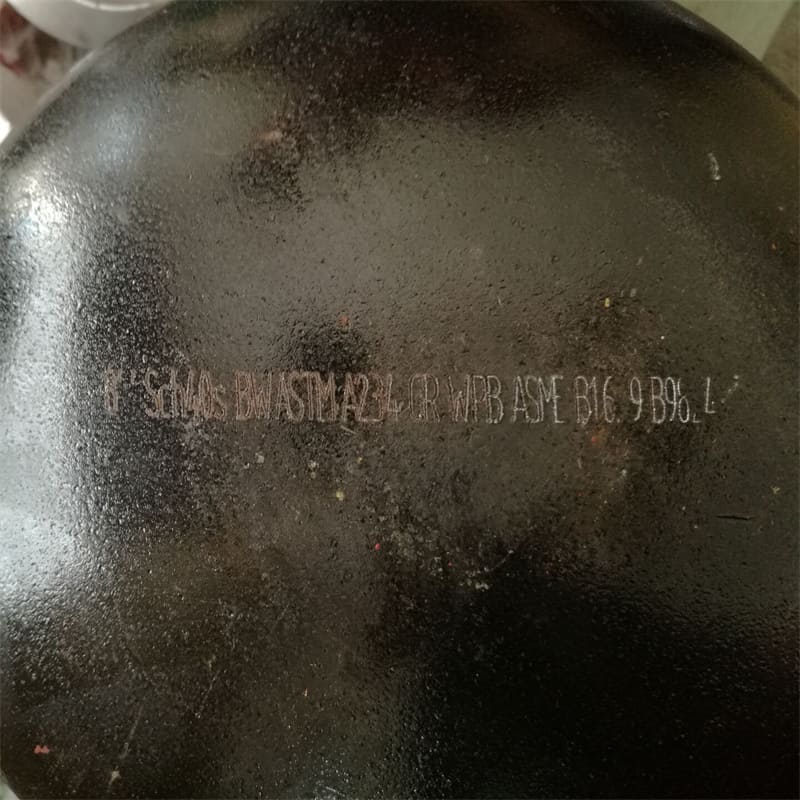
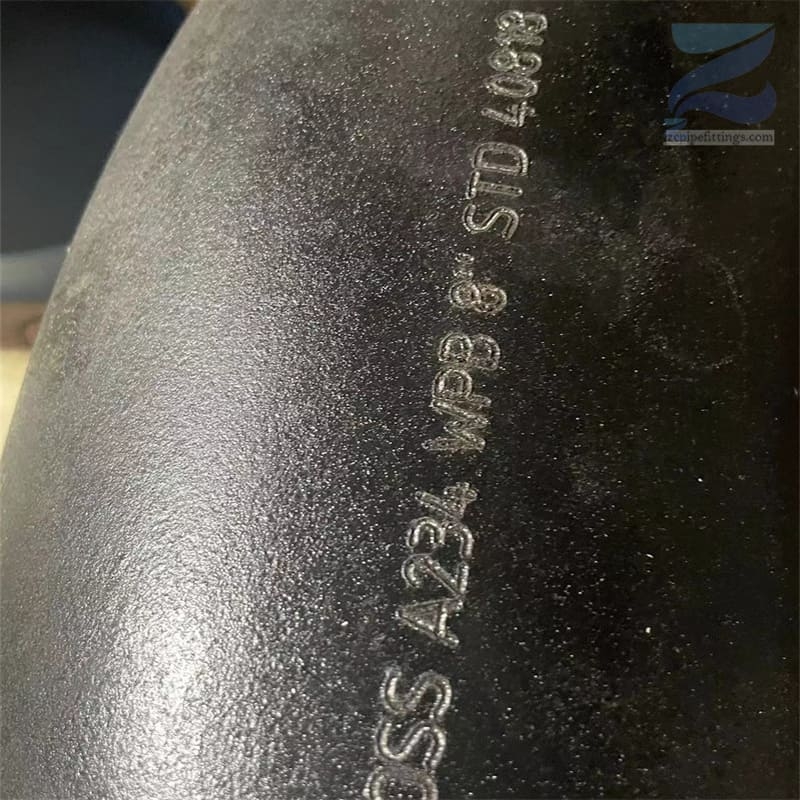
Accesorios de soldadura con tope de codo de 90 grados
90 ° Requisitos de producción del codo Las partes del codo están en su mayoría conectadas por el proceso de soldadura. Para garantizar la alta calidad, el final del codo está biselado, se reserva una cierta pendiente, ...
| indonesio | Urdu | Igbo | zulú | malayo | irlandés | ||
| 15 | 1/2 | 0.08 | 0.08 | 0.1 | |||
| 20 | 3/4 | 0.17 | 0.17 | 0.2 | |||
| 25 | 1 | 0.21 | 0.21 | 0.25 | 0.22 | ||
| 32 | 1 1/4 | 0.29 | 0.29 | 0.35 | |||
| 40 | 1 1/2 | 0.42 | 0.42 | 0.58 | 0.6 | ||
| 50 | 2 | 0.8 | 0.8 | 1.03 | 1.04 | ||
| 65 | 2 1/2 | 1.05 | 1.05 | 1.42 | 1.65 | ||
| 80 | 3 | 1.36 | 1.36 | 1.9 | |||
| 90 | 3 1/2 | 1.63 | 1.63 | 2.27 | 2.4 | ||
| 100 | 4 | 2.77 | 2.77 | 3.93 | 4.4 | ||
| 125 | 5 | 3.96 | 3.96 | 6 | 7.14 | ||
| 150 | 6 | 6.31 | 6.31 | 9.26 | 10.8 | ||
| 200 | 8 | 7.85 | 10.7 | 10.7 | 17.5 | 15 | 18.4 |
| 250 | 10 | 11.2 | 15.8 | 16.3 | 25.1 | 25.1 | 32.5 |
| 300 | 12 | 25.6 | 28.8 | 32.1 | 56.5 | 41.7 | 53.3 |
| 350 | 14 | 30.5 | 38.5 | 48.8 | 79 | 84.5 | 106 |
| 400 | 16 | 35.2 | 44.5 | 64.3 | 102 | 112 | 143 |
| 450 | 18 | 62.7 | 62.7 | 98.5 | 165 | ||
| 500 | 20 | 72.6 | 72.6 | 181 | |||
| 550 | 22 | 97 | 79.1 | 142 | 226 | ||
| 600 | 24 | 130 | 100 | ||||
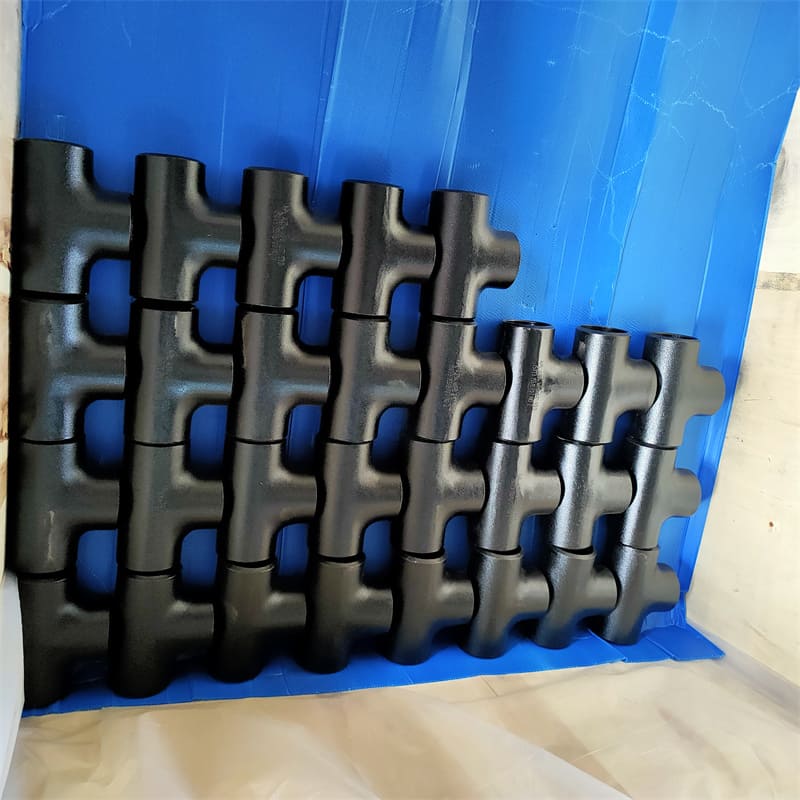
ASME B16.9 accesorios cruzados de tubería de acero
Somos muy estrictos en la inspección de los reductores. Primero, verificamos si hay defectos como grietas y piel pesada en la apariencia. Estos defectos pueden afectar su resistencia y rendimiento de sellado. Luego, de acuerdo con las disposiciones del ASME B16.9 estándar, verificamos si las dimensiones del reductor excéntrico cumplen con los requisitos, incluido el diámetro extremo grande, el diámetro final pequeño, el grosor de la pared, etc. Además, también medimos la resistencia a la tracción y la resistencia del rendimiento del reductor excéntrico a través de la tensilla para verificar si su resistencia estándar cumple los requisitos estándar.