Lisää buttwelding -varusteita
SSAW -teräsputki tuotantoprosessissa, meidän on kiinnitettävä huomiota sarjaan asioita. API -standardin ja muiden asiaankuuluvien standardien ja joidenkin käyttäjien erityisvaatimusten mukaan seuraavia testituotteita lukuun ottamatta, myös teräs-, teräsputkien ja muiden testien tarve, mukaan lukien raaka -aineiden fysikaaliset ja kemialliset ominaisuudet kasvin näytteenottoon, 100 -prosenttisen teräksen visuaaliseen tarkastukseen.
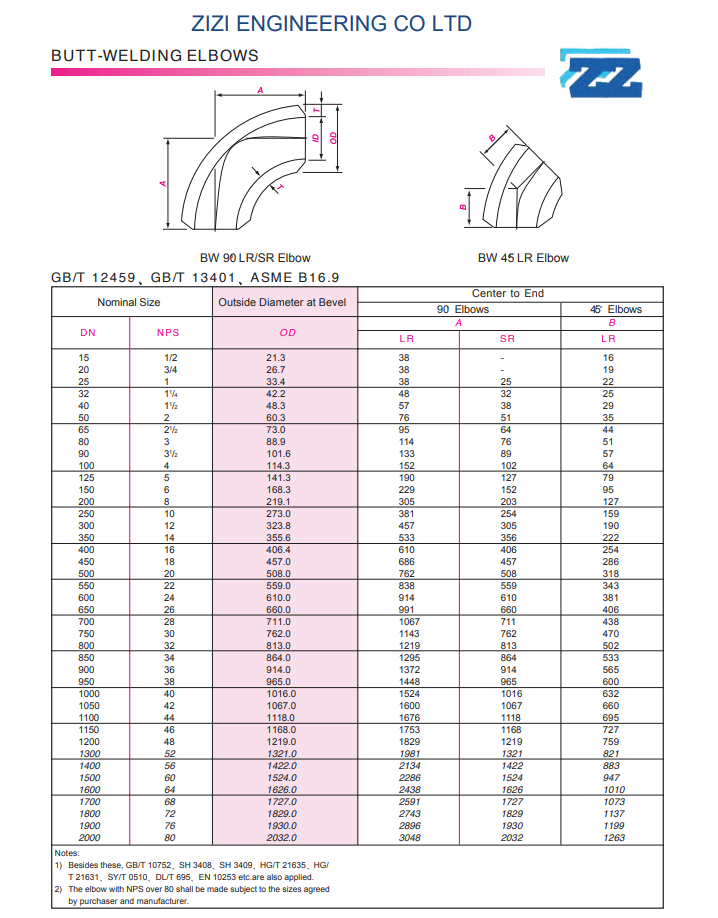
Määriteltyjen kyynärpäiden lisäksi on pelkistävä kyynärpää, joka on kyynärpää, jonka päissä on erilaisia halkaisijoita. Koska tämä kyynärpää, monille toimittajille se ei ole vakiotuote, ja siten todennäköisesti korkea hinta pitkällä toimitusajalla, normaalin kyynärpään käyttö erillisellä pelkistimellä on vaihtoehto, jos tilanne sallii. Muita astetta kyynärpäitä voidaan koneistaa tavanomaisesta kyynärpäästä. Pidempi sädetyyppi, keskustaan mitat, esim. on kolme kertaa nimelliskoko (3D), jopa on saatavana. Dimensions, mittastoleranssit jne. Pitkien ja lyhyiden säteen kyynärpäiden ajan on määritelty ASME B16.9: ssä.
Hiiliteräsputken varusteet
Kyynärpään heikoin kohta on sisäinen säde. ASME B16.9 vain standardisoi keskustan mitat ja joitain neliöiden ulottuvuustoleransseja. Seinän paksuus hitsauslinjan sijainnissa on jopa standardisoitu, mutta ei muun kyynärpään läpi. Standardissa todetaan, että vähimmäistoleranssi on 12,5%: n sisällä putken vähimmäismääräisestä seinämän paksuudesta. Suurin toleranssi määritetään vain sopivan kyynärpäiden (ja paidat) päät.