A234 WPB lakatni karbonski čelik
Lakat je ugradnju cijevi koja mijenja smjer cjevovoda. Prema kutu, tri se najčešće koriste 45 ° i 90 ° 180 °. Materijal lakat može se podijeliti na ugljični čelik, legirani čelik i nehrđajući čelik.
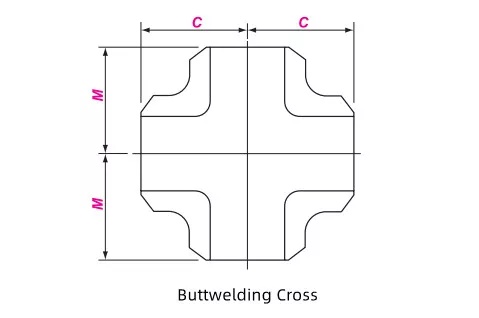
ASME B16.9 Cross je ugradnju cijevi koja se koristi za spajanje četiri cijevi zajedno, a veza se postiže zavarivanjem. Igra ulogu u preusmjeravanju ili ušću u sustavu cjevovoda i važan je priključak u rasporedu cjevovoda.
Križni križ obično ima četiri sučelja, a veličina i specifikacije ovih sučelja određuju se prema različitim zahtjevima cjevovoda. Unutarnji kanal dizajniran je razumno kako bi se osiguralo da tekućina može glatko teći u križu i smanjiti gubitak tlaka. Na primjer, u nekim industrijskim cjevovodnim sustavima sučelja križanja stražnjice mogu se precizno obraditi prema vanjskom promjeru cjevovoda, a sučelja će se posebno tretirati kako bi se olakšala operacija zavarivanja.
Sch 10, Sch 40, Sch 80, SCH 160, XXS
| Mađarski | Petrokemijska industrija |
| Afrikanci | Jednak bw tee astm a234 wpb wpc |
| Elektroenergetska industrija | BW CAP A234 WPB - SCH 40S |
| Raspored debljine | ASME B16,9 cijevi za cijev, križ zavarivanja guze, stražnji zavarivanje |
| Škotski galski | Specijalizirali smo se za proizvodnju visokokvalitetnih krugova krugova, nudeći prilagođena rješenja kako bi ispunili određene projektne zahtjeve. |
| Kovane čelične prirubnice | Što je koncentrični reduktor, što je s njegovim specifikacijama i prednostima. |
Dimenzije lakata od ugljičnog čelika Proizvođač cijevi
| vijetnamski | Navojne cijevi | indonezijski | ||
| švedski | ||||
| 15 | 1/2 | 21.3 | 25 | 25 |
| 20 | 3/4 | 26.7 | 29 | 29 |
| 25 | 1 | 33.4 | 38 | 38 |
| 32 | 11/4 | 42.2 | 48 | 48 |
| 40 | 11/2 | 48.3 | 57 | 57 |
| 50 | 2 | 60.3 | 64 | 64 |
| 65 | 21/2 | 73.0 | 76 | 76 |
| 80 | 3 | 88.9 | 86 | 86 |
| 90 | 31/2 | 101.6 | 95 | 95 |
| 100 | 4 | 114.3 | 105 | 105 |
| 125 | 5 | 141.3 | 124 | 124 |
| 150 | 6 | 168.3 | 143 | 143 |
| 200 | 8 | 219.1 | 178 | 178 |
| 250 | 10 | 273.0 | 216 | 216 |
| 300 | 12 | 323.8 | 254 | 254 |
| 350 | 14 | 355.6 | 279 | 279 |
| 400 | 16 | 406.4 | 305 | 305 |
| 450 | 18 | 547.0 | 343 | 343 |
| 500 | 20 | 508.0 | 381 | 381 |
| 550 | 22 | 559.0 | 419 | 419 |
| 600 | 24 | 610.0 | 432 | 432 |
| 650 | 26 | 660.0 | 495 | 495 |
| 700 | 28 | 711.0 | 521 | 521 |
| 750 | 30 | 762.0 | 559 | 559 |
| 800 | 32 | 813.0 | 597 | 597 |
| 850 | 34 | 864.0 | 635 | 635 |
| 900 | 36 | 914.0 | 673 | 673 |
| 950 | 38 | 965.0 | 711 | 711 |
| 1000 | 40 | 1016.0 | 749 | 749 |
| 1050 | 42 | 1067.0 | 762 | 711 |
| 1100 | 44 | 1118.0 | 813 | 762 |
| 1150 | 46 | 1168.0 | 851 | 800 |
| 1200 | 48 | 1219.0 | 889 | 838 |
| 1300 | 52 | 1321.0 | 965 | 914 |
| 1400 | 56 | 1422.0 | 1041 | 965 |
| 1500 | 60 | 1524.0 | 1118 | 1016 |
| 1600 | 64 | 1626.0 | 1194 | 1092 |
| 1700 | 68 | 1727.0 | 1270 | 1168 |
| 1800 | 72 | 1829.0 | 1320 | 1245 |
| 1900 | 76 | 1930.0 | 1422 | 1320 |
| 2000 | 80 | 2032.0 | 1499 | 1397 |
Zavarena čelična cijev erw ssaw lsaw dsaw
Materijal od legura
U procesu proizvodnje petrokemijske industrije, poprečni zglobovi zavarenih stražnjica široko se koriste u izgradnji različitih cjevovodnih mreža. Na primjer, u postupku rafiniranja sirove nafte, od cjevovoda za dostavu sirove nafte do povezivanja cjevovoda između različitih kula za destilaciju i reaktora, poprečni spojevi zavarenih stražnjica mogu povezati različite cjevovode za proces kako bi se ostvarila transport i distribucija sirove nafte, različitih frakcija i kemijskih reagensa.
S31803 90 stupnjeva lakat LR
Poprečni spojevi natopljeni također koriste se u sustavu vodoopskrbe i odvodnje i sustavu grijanja zgrada. U sustavu za opskrbu vodom i odvodnjom, poprečni spojevi zavarenih stražnjica mogu povezati glavnu cijev za dovod vode s granom vodovodnim cijevima na različitim podovima ili na različitim područjima kako bi se osigurala potreba za vodom različitih dijelova u zgradi. U sustavu grijanja može distribuirati toplu vodu cijevi za grijanje na cijevi hladnjaka u svakoj sobi.
Kontaktirajte nas
U sustavu toplinskih elektrana s parom vode, poprečni spojevi zavarenih stražnjica neophodni su cijevi. Koristi se za povezivanje panskih cijevi, kondenzatnih cijevi itd. Kako bi se osigurala glatka cirkulacija recikliranja pare i vode u procesu proizvodnje električne energije.
SS 304 KRAJ STAVLO
Prije ugradnje križnog križa, dio zavarivanja mora se prvo očistiti kako bi se uklonili nečistoće poput ulja i hrđe. Istodobno, treba odabrati odgovarajuće materijale za zavarivanje i procese zavarivanja prema materijalima cijevi i cjevovoda. Na primjer, za križeve zavarenih od nehrđajućeg čelika, trebaju se koristiti usklađivanje elektroda od nehrđajućeg čelika, a procesi pogodni za zavarivanje od nehrđajućeg čelika, poput argonskog luka za zavarivanje kako bi se osigurala kvaliteta zavarivanja.
SSAW čelična cijev U procesu proizvodnje moramo obratiti pažnju na niz stvari. Osim sljedećih ispitnih predmeta, prema API standardu i drugim relevantnim standardima i posebnim zahtjevima nekih korisnika, ali i potrebe za čeličnim, čeličnim cijevima i drugim testovima destruktivne testove, uključujući fizička i kemijska svojstva sirovina u uzorkovanje postrojenja, vizualni pregled 100% čelika.
Odgovarajuća točnost križa i cjevovoda je vrlo važna. Kada se podudaraju, treba osigurati ravan i koncentričnost sučelja kako bi se izbjeglo neusklađivanje. Ako je podudaranje netočno, tijekom postupka zavarivanja može se dogoditi neravnomjerni zavarivački stres, a time utječu na kvalitetu zavarivanja, pa čak i curenje i drugi problemi mogu se pojaviti tijekom rada cjevovoda.