
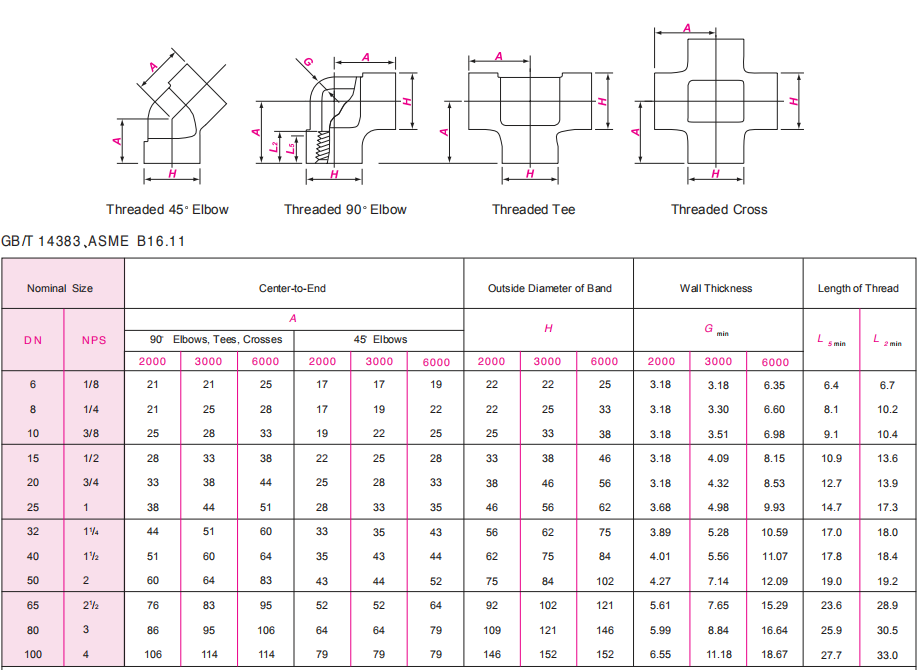
Mérettartomány: 1 \ / 8 ″ - 4 ″ \ / DN6 - DN100
Szén acél: ASTM A105 \ / A105N, ASTM A350 LF2 \ / LF3, ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65, P235GH, P265GH, P280GH, P355G
ASTM A182F304L 3in 3000psi 90 fokos könyök Az NPT valójában egy illeszkedés, amelyet a két csőhossz vagy egy cső között kell felszerelni, hogy megengedjék az áramlás irányának megváltoztatását. kiküszöböli egy újabb csőfestés felszerelésének szükségességét, és több mint egyharmadával csökkenti a telepítés esélyét. A rozsdamentes menetes redukáló könyök ívében az átmérő fokozatos csökkenése sokkal alacsonyabb ellenállást biztosít az áramláshoz, és csökkenti a patak turbulenciájának és a potenciális belső eróziónak a hatását. Ezek a tulajdonságok megakadályozzák a sorban a nyomást. Különböző anyagminőségekben és BSP vagy NPT szálakban kapható.
| Rozsdamentes acél: ASTM A182 F304 \ / 304L \ / 304H, 316 \ / 316L, 321, 310S, 317, 347, 904L , 1.4404, 1,4437. | |
| eszperantó | TheEarted könyökcsatlakozás ASME B16.11 szerelvények |
| azerbajdzsáni | Típus: Teljes és félkapcsoló |
| Macedón | Kovácsolt acél karimák |
| lett | Iso rozsdamentes acél csőszerelvények menetes tengelykapcsoló |
| litván | Könyök, póló, kereszt, tengelykapcsoló, sapka, swage mellbimbó, persely, dugó, mellbimbó, union, hexbimbó, fonala. |
| Vegye fel velünk a kapcsolatot | Nagynyomású szénacél DN25 egyenlő póló |
| Száltípus | ASTM A182F304L 3in 3000psi 90 fokos könyök npt-Shanghai Zhucheng csőszerelvények |
| Mianmar (burmai) | Kurd (Kurmanji) |
Mi a menetes könyök, mi van a specifikációjával és annak előnyeivel.
A könyök gyártásának egyik leggyakoribb módszere az egyenes acélcsövekből származó forró súder hajlítás használata. Az acélcső megemelt hőmérsékleten történő melegítése után a csövet tolja, kibővítve, a Tandrel belső szerszámai lépésről lépésre meghajolják. A forró súder hajlítás alkalmazása széles méretű, zökkenőmentes könyök előállítása. A súder hajlítás jellemzői erősen függnek a mandzsetta integrált alakjától és dimenzióitól. A forró hajlító könyökök előnyei között szerepel a kisebb vastagság -eltérés és az erősebb hajlítási sugarak, mint a többi hajlító metond típus. Eközben a hajlítás használata az előregyártott hajlítások helyett lényegében csökkenti a szükséges hegesztési számot. Ez csökkenti a szükséges munka mennyiségét, és növeli a csövek minőségét és használhatóságát. A hideg hajlítás azonban az a folyamat, hogy az egyenes acélcsövet normál hőmérsékleten hajlítógépben hajlítsa meg. A hideg hajlítás alkalmas, amelynek külső átmérője 17,0 - 219,1 mm, és a falvastagság 2,0 - 28,0 mm. Az ajánlott hajlítási sugara 2,5 x DO. Általában 40D hajlítási sugarúak. Hideg hajlítás használatával kis sugarai könyökeket kaphatunk, de a ráncok elkerülése érdekében a belső részeket homokkal kell becsomagolnunk. A hideg hajlítás egy gyors és olcsó hajlítási módszer. Versenyképes lehetőség a csővezetékek és a gépalkatrészek készítéséhez.
Khmer
Mérettartomány
- Főoldal »
- menetes szakszervezet
- Ügyfél vélemények





























