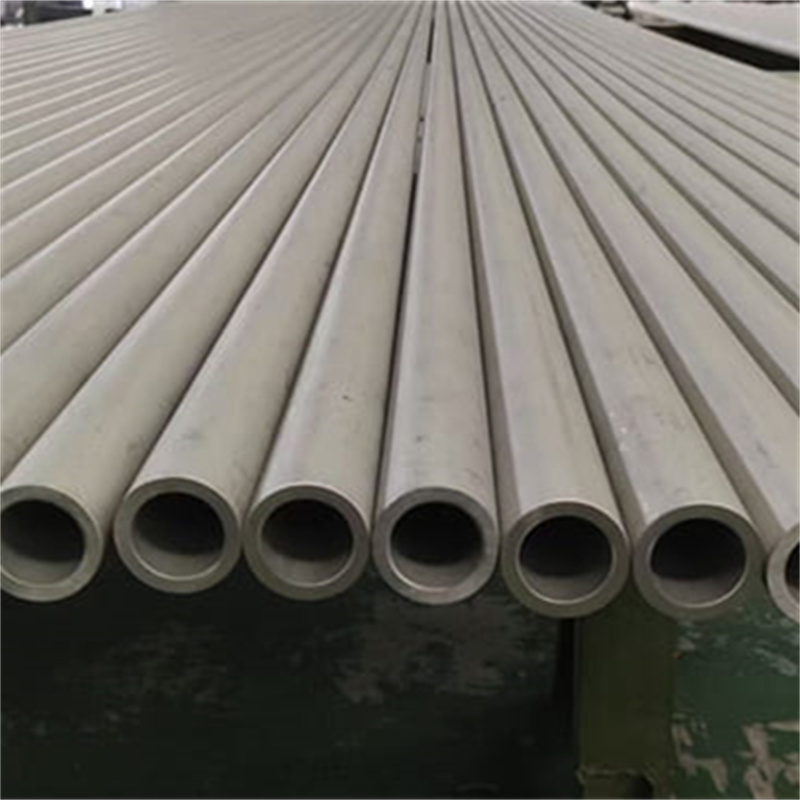
A790デュプレックスステンレス鋼管は、主にオーステナイトとフェライトで構成されている特別なタイプのステンレス鋼パイプです。オーステナイト相は良好な靭性、腐食抵抗、高強度、および良好な加工性を提供しますが、フェライト相は応力腐食亀裂、熱伝導率、塩化物ストレス腐食亀裂に対する耐性に対する鋼の抵抗を高めます。したがって、デュプレックスステンレス鋼パイプには、通常、高強度、良好な腐食抵抗、優れた溶接性能、熱伝導率の特性があります。
デュプレックスステンレス鋼パイプは、より低い線形膨張係数もあり、高温でより良い寸法安定性をもたらします。これらの特性により、石油、化学物質、海水淡水化、製紙、その他多くの産業分野で広く使用されているデュプレックスステンレス鋼パイプがあります。
ASME B36.10ブラックカーボンスチールパイプとチューブ
| 化学産業 | 厚さのスケジュール |
| (英語) | 2IN SCH40 ASTM A53Bシームレススチールパイプ |
| 海洋工学 | 建設業界 |
| 制限 | ASTM A790 UNS S32205 |
| 化学薬品 | お問い合わせ |
| A333グレード6パイプ | ポリッシュ、ミラー、エポキシパウダーFBE、2PE、3PEコーティング |
| ルクセンブルク | ASTM A790 S32205、S31803、32750、32760、S32550 |
シームレススチールパイプASTM A53Bスチールパイプ
ASTM A790 UNS S32750
| 材料 | p | si | s | n | ni | cr | MO | cu | c | ||
| ASTM A790 S32205 | マックス | 620分 | 620分 | 620分 | 620分 | 620分 | 4.5 | 21.00 | 2.50 | 0.08 | 620分 |
| Mn | 0.03 | 2.00 | 0.03 | 0.02 | 1.00 | 6.5 | 23.00 | 3.50 | 0.20 | 620分 | |
| 石油およびガス産業 | マックス | 620分 | 620分 | 620分 | 620分 | 620分 | 4.50 | 22.00 | 3.00 | 0.14 | 620分 |
| Mn | 0.03 | 2.00 | 0.030 | 0.020 | 1.00 | 6.50 | 23.00 | 3.50 | 0.20 | 620分 | |
| シームレスで溶接 | マックス | 620分 | 620分 | 620分 | 620分 | 620分 | 6.00 | 24.00 | 3.00 | 0.24 | 620分 |
| Mn | 0.030 | 1.20 | 0.035 | 0.020 | 0.80 | 8.00 | 26.00 | 5.00 | 0.32 | 0.5 | |
| より多くのスチールパイプ | マックス | 620分 | 620分 | 620分 | 620分 | 620分 | 620分 | 24.00 | 3.00 | 620分 | 620分 |
| Mn | 0.03 | 1.00 | 0.03 | 620分 | 620分 | 620分 | 26.00 | 4.00 | 620分 | 620分 |
バットウェルディングフィッティング
| 硬度 | Y.S(MPA) | WhatsApp: | 電話: | |
| ASTM A790 S32205 | 655分 | 25分 | リンク: | 800分 |
| ASTM A790 S32750 | 450分 | 25分 | 290max | 800分 |
| ASTM A790 S32760 | 310max | チェコ | 25分 | 750分 |
| より多くのスチールパイプ | 550分 | チェコ | リンク: |
モネル400素材
クルド人(kurmanji)
炭素鋼パイプには、さまざまな用途を満たすために多くのグレードがあります。最も使用される炭素鋼パイプはAPI 5L B.であり、炭素鋼パイプの他のグレードもあります。A53B、A106B。これらはすべて炭素鋼ですが、異なる化学組成は異なるニーズを満たしています。
カスタマーレビュー
オイルウェルパイプ、オイルパイプライン、天然ガスパイプラインで使用されます。深海油抽出では、二重鎖ステンレス鋼パイプは、高圧、高塩性海水、および硫化水素などの腐食性媒体の侵食に耐え、石油と天然ガスの安全な輸送を確保することができます。
ミャンマー(ビルマ)
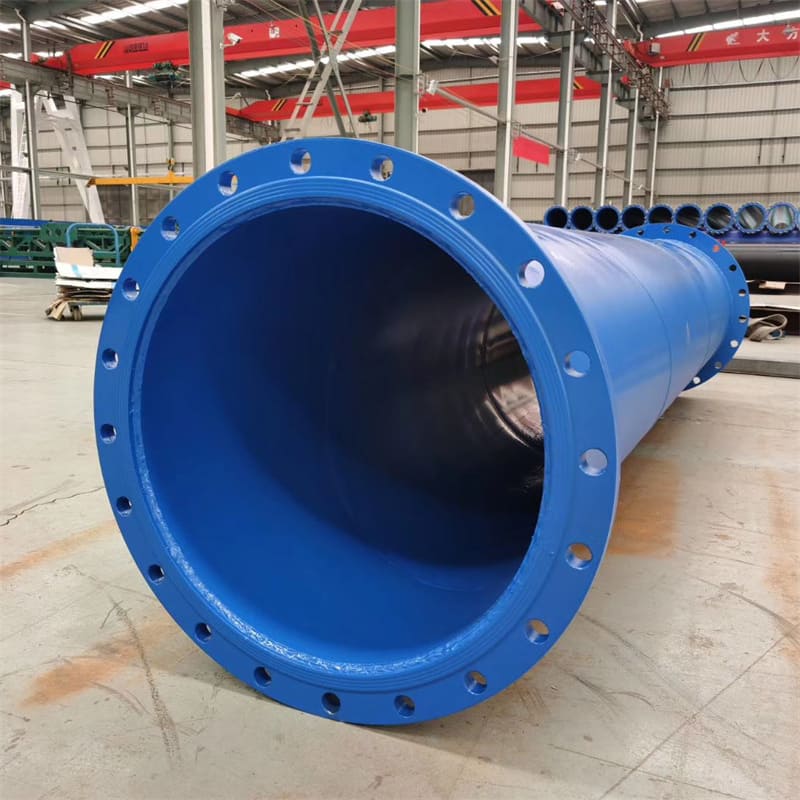
デュプレックスステンレス鋼パイプは、オフショアプラットフォームの構造部品、海水冷却システムパイプライン、海水淡水化装置などで広く使用されています。その優れた海水腐食抵抗と高強度により、海洋工学施設のサービス生活と信頼性を改善できます。
ソケット溶接フィッティング
電気抵抗溶接(ERW)パイプは、丸いチューブに平らな鋼鉄のストリップを形成し、一連の形成ローラーに通して縦方向の縫い目を取得することで製造されます。次に、2つのエッジを同時に高周波電流で加熱し、一緒に絞り、結合を形成します。縦方向のERWシームには、フィラー金属は必要ありません。