ಸ್ಥಾಪನೆ ಮತ್ತು ನಿರ್ವಹಣೆ
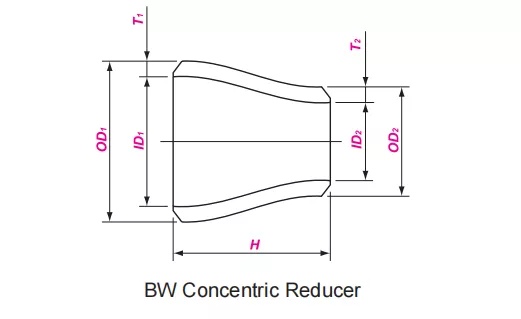
ಎ 420 ಡಬ್ಲ್ಯುಪಿಎಲ್ 6 ಏಕಕೇಂದ್ರಕ ರಿಡ್ಯೂಸರ್ ಒಂದು ರೀತಿಯ ಕಡಿತಗೊಳಿಸುವಕವಾಗಿದೆ, ಇದು ಏಕಕೇಂದ್ರಕ ಕೋನ್ ರಚನೆಯ ಆಕಾರದಲ್ಲಿದೆ. ಇದು ಎರಡು ತುದಿಗಳನ್ನು ಹೊಂದಿದೆ, ಒಂದು ತುದಿಯು ದೊಡ್ಡ ವ್ಯಾಸವನ್ನು ಹೊಂದಿದೆ ಮತ್ತು ಇನ್ನೊಂದು ತುದಿಯು ಸಣ್ಣ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಮತ್ತು ದೊಡ್ಡ ಮತ್ತು ಸಣ್ಣ ತುದಿಗಳ ಕೇಂದ್ರ ಅಕ್ಷವು ಕಾಕತಾಳೀಯವಾಗಿರುತ್ತದೆ, ಅಂದರೆ ಏಕಕೇಂದ್ರಕ.
ಎ 420 ಡಬ್ಲ್ಯುಪಿಎಲ್ 6 ಏಕಕೇಂದ್ರಕ ರಿಡ್ಯೂಸರ್ ಒಂದು ರೀತಿಯ ಕಡಿತಗೊಳಿಸುವಕವಾಗಿದೆ, ಇದು ಏಕಕೇಂದ್ರಕ ಕೋನ್ ರಚನೆಯ ಆಕಾರದಲ್ಲಿದೆ. ಇದು ಎರಡು ತುದಿಗಳನ್ನು ಹೊಂದಿದೆ, ಒಂದು ತುದಿಯು ದೊಡ್ಡ ವ್ಯಾಸವನ್ನು ಹೊಂದಿದೆ ಮತ್ತು ಇನ್ನೊಂದು ತುದಿಯು ಸಣ್ಣ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಮತ್ತು ದೊಡ್ಡ ಮತ್ತು ಸಣ್ಣ ತುದಿಗಳ ಕೇಂದ್ರ ಅಕ್ಷವು ಕಾಕತಾಳೀಯವಾಗಿರುತ್ತದೆ, ಅಂದರೆ ಏಕಕೇಂದ್ರಕ. ಈ ರಚನೆಯು ದ್ರವವನ್ನು ತುಲನಾತ್ಮಕವಾಗಿ ಸ್ಥಿರವಾದ ಹರಿವಿನ ಸ್ಥಿತಿಯನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ, ಪೈಪ್ ವ್ಯಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡುವಾಗ ಹರಿಯುವಾಗ, ಪೈಪ್ ವ್ಯಾಸದ ಬದಲಾವಣೆಯಿಂದ ಉಂಟಾಗುವ ಎಡ್ಡಿ ಪ್ರವಾಹ ಮತ್ತು ಶಕ್ತಿಯ ನಷ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಪೆಟ್ರೋಕೆಮಿಕಲ್ಸ್ ಕ್ಷೇತ್ರದಲ್ಲಿ, ಕಡಿಮೆ-ತಾಪಮಾನದ ಮಾಧ್ಯಮಗಳಾದ ದ್ರವೀಕೃತ ಪೆಟ್ರೋಲಿಯಂ ಅನಿಲ (ಎಲ್ಪಿಜಿ) ಮತ್ತು ದ್ರವೀಕೃತ ನೈಸರ್ಗಿಕ ಅನಿಲ (ಎಲ್ಎನ್ಜಿ) ನಂತಹ ಸಂಗ್ರಹಣೆ, ಸಾರಿಗೆ ಮತ್ತು ಸಂಸ್ಕರಣಾ ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ಕ್ರಯೋಜೆನಿಕ್ ಸ್ಟೀಲ್ ಏಕಕೇಂದ್ರಕ ಕಡಿತಗೊಳಿಸುವವರನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಕ್ರಯೋಜೆನಿಕ್ ಸ್ಟೀಲ್ ಏಕಕೇಂದ್ರಕ ರಿಡ್ಯೂಸರ್ಗಳನ್ನು ಶೈತ್ಯೀಕರಣ ಉಪಕರಣಗಳು ಮತ್ತು ವ್ಯವಸ್ಥೆಗಳಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಉದಾಹರಣೆಗೆ ದೊಡ್ಡ ಕೋಲ್ಡ್ ಸ್ಟೋರೇಜ್ ಮತ್ತು ಶೈತ್ಯೀಕರಣ ಘಟಕ ಪೈಪ್ಲೈನ್ ಸಂಪರ್ಕಗಳು. ಶೈತ್ಯೀಕರಣವು ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ ಪರಿಚಲನೆ ಮಾಡಿದಾಗ, ಶೈತ್ಯೀಕರಣ ವ್ಯವಸ್ಥೆಯ ಸಾಮಾನ್ಯ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಏಕಕೇಂದ್ರಕ ಕಡಿತಗೊಳಿಸುವವರು ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಪೈಪ್ ವ್ಯಾಸದಲ್ಲಿನ ಬದಲಾವಣೆಗಳಿಗೆ ಹೊಂದಿಕೊಳ್ಳಬಹುದು.
ಸ್ಟೀಲ್ ಪೈಪ್ ಟೀ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಪೈಪ್ ಫಿಟ್ಟಿಂಗ್
ಸ್ಟ್ಯಾಂಡರ್ಡ್: ASME \ / ANSI B16.9
ಗಾತ್ರ: 3 \ / 4 ″ ರಿಂದ 48 ″
ASME B16.9 ಬಟ್ವೆಲ್ಡಿಂಗ್ ಫಿಟ್ಟಿಂಗ್ಸ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಕಡಿಮೆ ಮಾಡುವ ಟೀ
ಸಮಾನ BW TEE ASTM A234 WPB WPC
ದಪ್ಪ: ಎಸ್ಸಿಎಚ್ 10, 20, ಎಸ್ಟಿಡಿ, 40, ಎಕ್ಸ್ಎಸ್, 80, 100, 140,120, 160
ಏಕಕೇಂದ್ರಕ ಕಡಿತಗೊಳಿಸುವ ವ್ಯಕ್ತಿಆಯಾಮಗಳು ಮತ್ತು sch 40 ತೂಕ