Vipimo vya bomba la BW
Sisi utaalam katika utengenezaji wa mwisho wa pamoja wa pamoja, kutoa suluhisho zilizobinafsishwa kukidhi mahitaji maalum ya mradi.
Kifurushi cha eccentric ya kitako ni bomba linalofaa linalotumika kuunganisha bomba la kipenyo tofauti, na shoka zake za kati haziingii, na kuna usawa. Inachukua jukumu la kubadilisha kipenyo na mwelekeo wa mtiririko katika mfumo wa bomba, na kawaida hutumiwa katika maeneo ambayo kipenyo cha bomba kinahitaji kubadilishwa na kubadilishwa kwa nafasi tofauti za ufungaji au mahitaji ya mchakato.
316L 90 Deg Elbow ni bomba la chuma cha pua kinachofaa ambayo inaweza kutumika katika mazingira ya kemikali kwa sababu ya kazi yake ya kutu-TI.Sch 10S ni malipo kwa unene wa ukuta katika vifaa vya svetsade. Unene wa kawaida wa ukuta ni SCH 40 na SCH 80.Fiti za bomba za chuma zisizo na maana ni maarufu kwa sababu ya kazi ya kutu ya AN-TI.
S31254 Mwisho wa StubKiwango cha Amerika
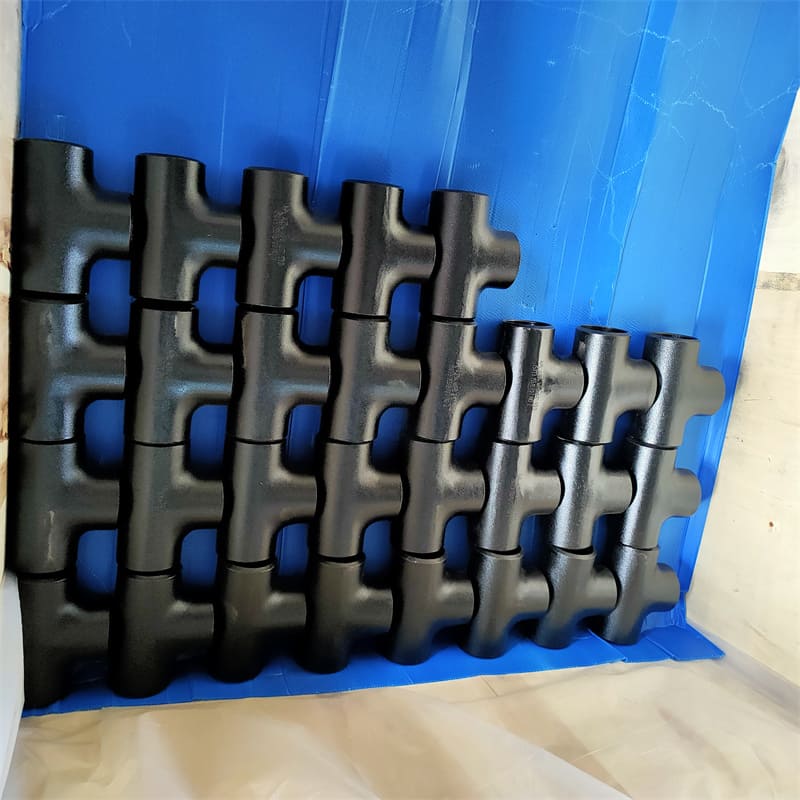
| Kihungari | Butt weld lateral tee kaboni chuma |
| Scottish Gaelic | Shanghai Zhucheng Bomba Fittings |
| Haiti Creole | SS 304 Lap Pamoja Stub End |
| Mabomba ya chuma | Kiwango cha Ujerumani |
| Kiwango cha Japan | Flanges za kughushi za chuma |
| Nyumbani » | Kijerumani |
| Kireno | Jinsi ya kukagua kipunguzi cha eccentric |
| Kikurdi (Kurmanji) | Vipuli vya bomba la Buttweld |
| Azerbaijani | Radius Elbow 90 A105 Fittings Bomba |
| Belarusian | Vipimo vya vifaa vya kupunguzwa vya BW
Digrii 90 urefu wa radius Elbow kaboni chuma kitako |
| Chuma cha kaboni | Je! Ni nini kiwiko cha bomba la 90 ° na nini matumizi yake |
| 24 katika Euqal Tee Sch 40 | ANSI \ / ASME B16.9 \ / MSS SP 43 |
A403 WP304 Eccentric Reducer
Mwisho wa pamoja wa pamoja kawaida hutumiwa na paji la pamoja la flange.bw ni kulehemu na mwisho wa bomba.Butt Fittings za svetsade ni maarufu kwa sababu ya viunganisho vikali na vya kudumu.
| Kiindonesia | Urdu | Igbo | Zulu | Malay | Ireland | ||
| 15 | 1/2 | 0.08 | 0.08 | 0.1 | |||
| 20 | 3/4 | 0.17 | 0.17 | 0.2 | |||
| 25 | 1 | 0.21 | 0.21 | 0.25 | 0.22 | ||
| 32 | 1 1/4 | 0.29 | 0.29 | 0.35 | |||
| 40 | 1 1/2 | 0.42 | 0.42 | 0.58 | 0.6 | ||
| 50 | 2 | 0.8 | 0.8 | 1.03 | 1.04 | ||
| 65 | 2 1/2 | 1.05 | 1.05 | 1.42 | 1.65 | ||
| 80 | 3 | 1.36 | 1.36 | 1.9 | |||
| 90 | 3 1/2 | 1.63 | 1.63 | 2.27 | 2.4 | ||
| 100 | 4 | 2.77 | 2.77 | 3.93 | 4.4 | ||
| 125 | 5 | 3.96 | 3.96 | 6 | 7.14 | ||
| 150 | 6 | 6.31 | 6.31 | 9.26 | 10.8 | ||
| 200 | 8 | 7.85 | 10.7 | 10.7 | 17.5 | 15 | 18.4 |
| 250 | 10 | 11.2 | 15.8 | 16.3 | 25.1 | 25.1 | 32.5 |
| 300 | 12 | 25.6 | 28.8 | 32.1 | 56.5 | 41.7 | 53.3 |
| 350 | 14 | 30.5 | 38.5 | 48.8 | 79 | 84.5 | 106 |
| 400 | 16 | 35.2 | 44.5 | 64.3 | 102 | 112 | 143 |
| 450 | 18 | 62.7 | 62.7 | 98.5 | 165 | ||
| 500 | 20 | 72.6 | 72.6 | 181 | |||
| 550 | 22 | 97 | 79.1 | 142 | 226 | ||
| 600 | 24 | 130 | 100 | ||||
Kitako cha svetsade Svetsade Kupunguza Msalaba
Sisi ni madhubuti sana katika ukaguzi wa vipunguzi. Kwanza, tunaangalia ikiwa kuna kasoro kama nyufa na ngozi nzito kwenye kuonekana. Kasoro hizi zinaweza kuathiri nguvu yake na utendaji wa kuziba. Halafu, kulingana na vifungu vya kiwango cha ASME B16.9, tunaangalia ikiwa vipimo vya kipunguzi cha eccentric vinakidhi mahitaji, pamoja na kipenyo kikubwa cha mwisho, kipenyo kidogo cha mwisho, unene wa ukuta, nk Kwa kuongezea, pia tunapima nguvu ya nguvu na nguvu ya kiwango cha juu cha eccentric kupitia vipimo tensile ili kuhakikisha kuwa nguvu zake zinafikia mahitaji ya kiwango.