Flange weldio soced astm a182
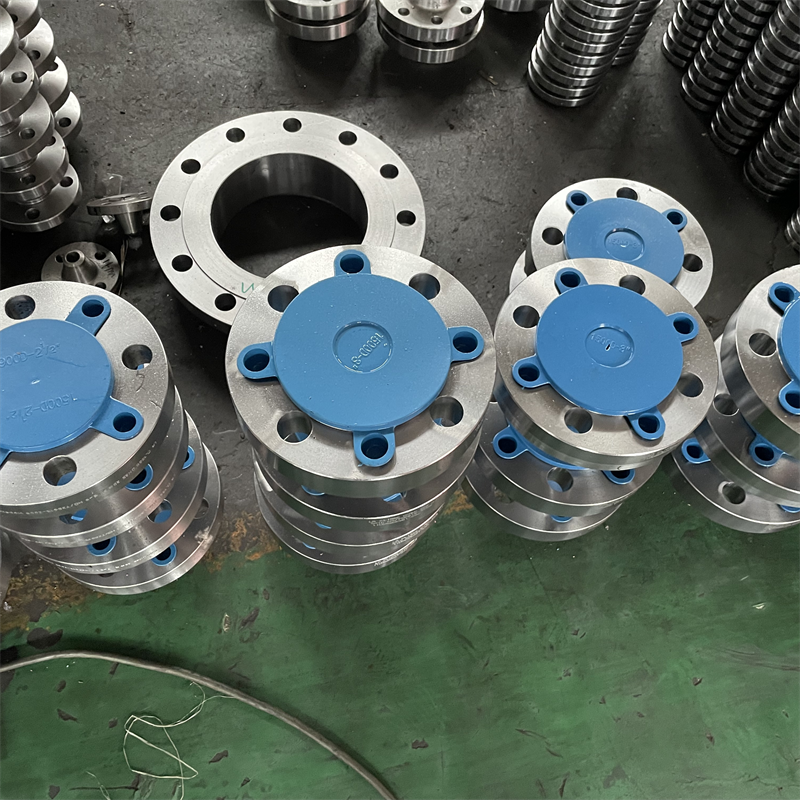
Un pen o flange weldio soced ASTM A182 yw strwythur soced, a gellir mewnosod y bibell yn y soced ar gyfer cysylltu weldio. Mae gan y dull cysylltu hwn rywfaint o hyblygrwydd a gall amsugno ychydig bach o ddadleoliad a dirgryniad y bibell. Ar yr un pryd, mae'n gymharol hawdd ei osod ac mae ganddo berfformiad selio da.
Mae flange weldio soced ASTM A182 a ddyluniwyd yn unol â safonau ASME B16.5, yn flange deallusrwydd uchel a ddefnyddir i greu cysylltiad pibell ddiogel mewn systemau pwysedd uchel. Mae'r math hwn o flange yn cynnwys ardal gilfachog i'r bibell gael ei mewnosod cyn cael ei weldio o amgylch ei diamedr allanol, gan sicrhau cymal cadarn, gwrth-ollwng.
Defnyddir math fflans weldio soced yn helaeth mewn cymwysiadau ar draws y diwydiannau olew a nwy, prosesu cemegol, a chynhyrchu pŵer, lle mae cysylltiadau dibynadwy a di-waith cynnal a chadw yn hanfodol ar gyfer cywirdeb a diogelwch y system.
Manyleb flange asme b16.5
| Ystod maint | 1 \ / 2 ″- 3 ″ \ / dn15- dn80 |
| Sgôr pwysau | Dosbarth 150, 300, 600, 1500 |
| Safonol | ANSI \ / ASME B16.5 |
| Dur carbon | ASTM A105 \ / A105N |
| Dur carbon temp isel | ASTM A350 LF2 \ / LF3 |
| Dur piblinell | ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65 |
| Dur aloi | ASTM A182 F11 \ / 12 \ / 12 \ / 5 \ / 9 \ / 91 \ / 92 |
| Dur gwrthstaen | ASTM A182 F304 \ / 304L \ / 304H, 316 \ / 316L, 310S, 317, 347, 904L |
| Dur gwrthstaen dwplecs | ASTM A182 F51, F53, F44 |
Dimensiwn o flange weldio soced
300#flange weldio soced
| Enwol Maint Pibell |
A | B | C | D | E | K | F | G | H | I. | J | Mhwysedd | |
| mm | mm | mm | mm | mm | mm | mm | mm | mm | Tyllau | mm | mm | kg \ / darn |
|
| 1/2 | 21.30 | 95.20 | 15.70 | 14.20 | 22.30 | 22.40 | 9.60 | 38.10 | 35.10 | 4 | 15.70 | 66.55 | 0.66 |
| 3/4 | 26.70 | 117.3 | 20.80 | 15.70 | 25.40 | 27.70 | 11.10 | 47.70 | 42.90 | 4 | 19.10 | 82.50 | 1.15 |
| 1 | 33.40 | 123.9 | 26.70 | 17.50 | 26.90 | 34.50 | 12.70 | 53.80 | 50.80 | 4 | 19.10 | 88.90 | 1.40 |
| 11/4 | 42.20 | 133.3 | 35.10 | 19.00 | 26.90 | 43.20 | 14.20 | 63.50 | 63.50 | 4 | 19.10 | 98.60 | 1.75 |
| 11/2 | 48.30 | 155.4 | 40.90 | 20.60 | 30.20 | 49.50 | 15.70 | 69.85 | 73.15 | 4 | 22.30 | 114.3 | 2.55 |
| 2 | 60.30 | 165.1 | 52.60 | 22.30 | 33.20 | 62.00 | 17.50 | 84.00 | 91.90 | 8 | 19.10 | 127.0 | 2.93 |
| 21/2 | 73.00 | 190.5 | 62.70 | 25.40 | 38.10 | 74.70 | 19.00 | 100.0 | 104.6 | 8 | 22.30 | 149.3 | 4.40 |
| 3 | 88.90 | 209.5 | 78.00 | 28.40 | 42.90 | 90.70 | 20.60 | 117.3 | 127.0 | 8 | 22.30 | 168. 1 | 5.92 |
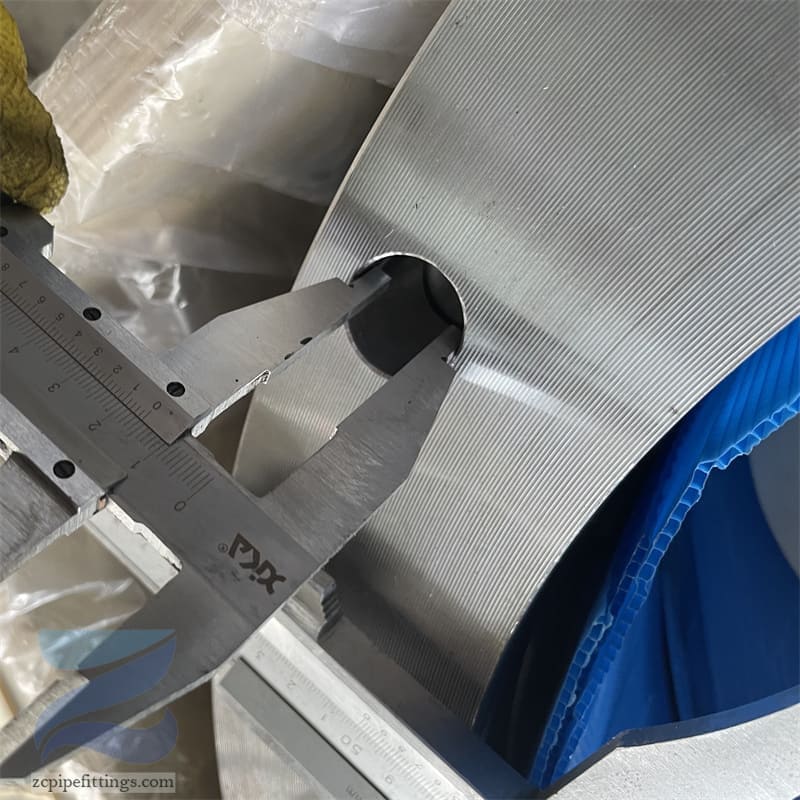
Soced Weldio dros Nghysylltiadau
| Maint cywiro, NPS | Isafswm diamedr soced, a, i mewn | Isafswm dyfnder, B,yn. |
| 3/8 | 17.5 | 4.8 |
| 1/2 | 21.8 | 4.8 |
| 3/4 | 26.9 | 6.4 |
| 1 | 33.8 | 6.4 |
| 1 1/4 | 42.7 | 6.4 |
| 1 1/2 | 48.8 | 6.4 |
| 2 | 61.2 | 7.9 |
Proses weithgynhyrchu
Dewis deunydd crai:Dewiswch ddur aloi priodol neu fariau dur gwrthstaen fel deunyddiau crai yn unol â'r gofynion defnyddio. Rhaid i'r deunyddiau crai fodloni cyfansoddiad cemegol a phriodweddau mecanyddol safon ASTM A182.
Proses ffugio:Mae'r deunyddiau crai yn cael eu prosesu i mewn i bylchau flange trwy'r broses ffugio. Gall ffugio wella strwythur metel a gwella cryfder a chaledwch y flange. Yn ystod y broses ffugio, mae angen rheoli'r gymhareb ffugio, y tymheredd ffugio a pharamedrau eraill i sicrhau ansawdd y flange.
Peiriannu:Mae'r flange ffug yn wag wedi'i beiriannu, gan gynnwys troi, drilio, diflas a phrosesau eraill i gyflawni'r cywirdeb dimensiwn a'r garwedd arwyneb sy'n ofynnol gan y dyluniad.
Triniaeth Gwres:Yn ôl y gwahanol ddefnyddiau, mae'r flange wedi'i brosesu yn destun triniaeth wres priodol, megis triniaeth toddiant, triniaeth dymheru, ac ati, i ddileu straen mewnol, gwella'r strwythur a gwella perfformiad cynhwysfawr y flange.
Triniaeth arwyneb:Er mwyn gwella ymwrthedd cyrydiad ac estheteg y flange, mae fel arfer yn destun triniaeth arwyneb, megis piclo, pasio, galfaneiddio, ac ati.