90 -Grad -Biegung
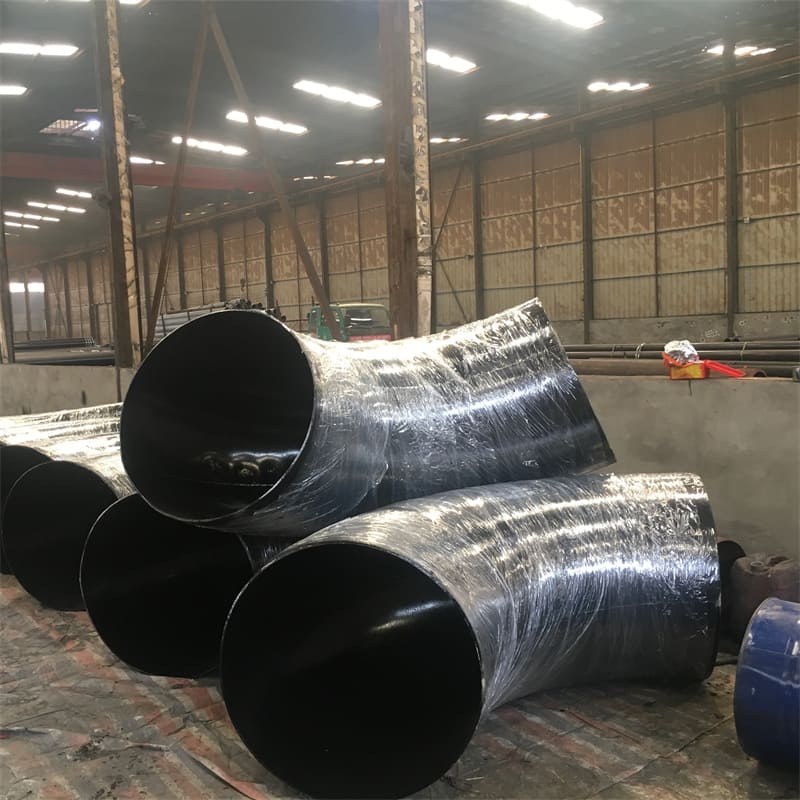
Eine 90 -Grad -Biegung ist eine Rohranpassung, die die Richtung des Rohrs um 90 Grad ändert, und ihre Form ist normalerweise eine gebogene Struktur, die eine Viertelrunde ist.
Eine 90 -Grad -Biegung ist eine Rohranpassung, die die Richtung des Rohrs um 90 Grad ändert, und ihre Form ist normalerweise eine gebogene Struktur, die eine Viertelrunde ist.
Es wird in vielen Feldern weit verbreitet. Im Gebäudewasserversorgung und -entwässerungssystem wird es verwendet, um die Wasserrohre in vertikale und horizontale Richtungen zu verbinden, im HLK -System kann die Richtung des Luftkanals oder der Wasserrohr geändert werden, um den Luft- oder Wasserfluss gemäß den Entwurfsanforderungen verteilt zu machen, und im industriellen Rohrleitungssystem werden die Prozessrohre in unterschiedlicher Richtungen angeschlossen, um den reibungslosen Transport von Materialien zu verbinden.