ASTM A182 Schweißhalsflansch
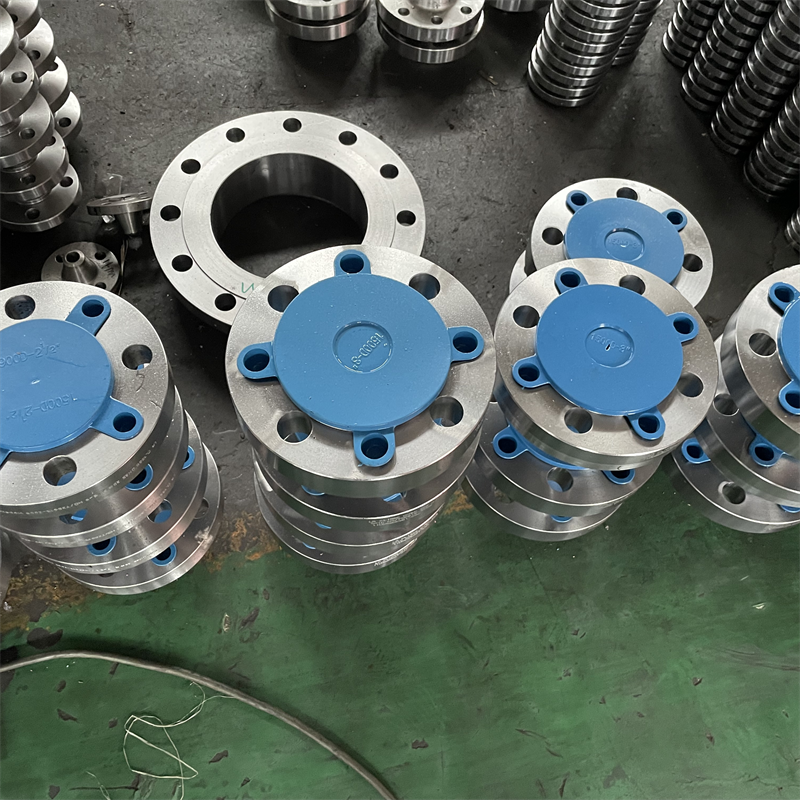
Ein Ende des ASTM A182 -Sockelschweißflansches ist eine Sockelstruktur, und das Rohr kann zum Schweißverbindung in die Sockel eingesetzt werden. Diese Verbindungsmethode hat einen gewissen Grad an Flexibilität und kann eine geringe Menge an Verschiebung und Vibration des Rohrs aufnehmen. Gleichzeitig ist es relativ einfach zu installieren und hat eine gute Versiegelungsleistung.
Ein Ende des ASTM A182 -Sockelschweißflansches ist eine Sockelstruktur, und das Rohr kann zum Schweißverbindung in die Sockel eingesetzt werden. Diese Verbindungsmethode hat einen gewissen Grad an Flexibilität und kann eine geringe Menge an Verschiebung und Vibration des Rohrs aufnehmen. Gleichzeitig ist es relativ einfach zu installieren und hat eine gute Versiegelungsleistung.
Schweißhalsflansche sind eine sehr häufige Art von Rohrflanschen, die in verschiedenen industriellen Anwendungen verwendet werden. Sie haben eine lange, sich verjüngende Nabe und werden häufig für Hochdruckanwendungen verwendet.
griechisch
\ / 5 basierend auf
griechisch
| bulgarisch | ASTM A105 Forged Fithies 300# Wn Flansch |
| Haitianische Kreolie | ASTM A182 F51, F53, F44 |
| finnisch | ASTM A182 Flansch |
| Legierungsstahl | Legierung 625 Flansch |
| Mindesttiefe, | Oberflächenbehandlung: |
| Kohlenstoffstahl | Schmiedestahlflanschspezifikation |
| Portugiesisch | 1 \ / 2 "- 3" \ / DN15- DN80 |
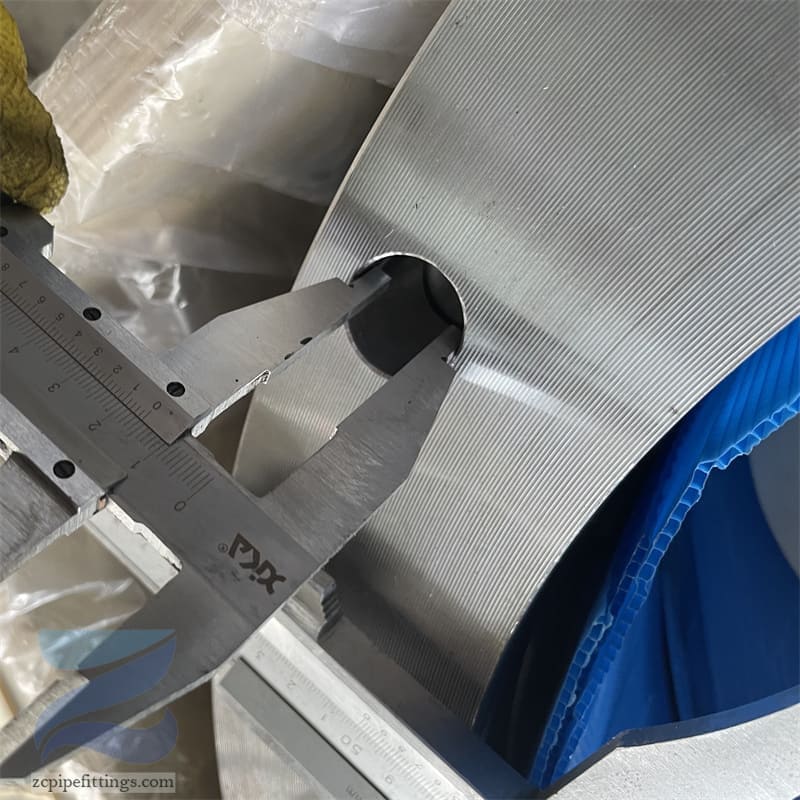
| Pipeline Stahl | ASTM A182 Edelstahl Flanschschweißhals Flanschdicke |
| Spektakelblindflansch | Duplex Edelstahl |
griechisch
griechisch
ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65
griechisch
Geschmiedete Stahlarmaturen
griechisch
| E-Mail: japanisch |
griechisch | D | E | K | F | G | H | ICH | J | tschechisch | |||
| B | B | B | B | B | B | B | B | B | Heim | B | B | mm Thai |
|
| 1/2 | 21.30 | 95.20 | 15.70 | 14.20 | 22.30 | 22.40 | 9.60 | 38.10 | 35.10 | 4 | 15.70 | 66.55 | 0.66 |
| 3/4 | 26.70 | 117.3 | 20.80 | 15.70 | 25.40 | 27.70 | 11.10 | 47.70 | 42.90 | 4 | 19.10 | 82.50 | 1.15 |
| 1 | 33.40 | 123.9 | 26.70 | 17.50 | 26.90 | 34.50 | 12.70 | 53.80 | 50.80 | 4 | 19.10 | 88.90 | 1.40 |
| 11/4 | 42.20 | 133.3 | 35.10 | 19.00 | 26.90 | 43.20 | 14.20 | 63.50 | 63.50 | 4 | 19.10 | 98.60 | 1.75 |
| 11/2 | 48.30 | 155.4 | 40.90 | 20.60 | 30.20 | 49.50 | 15.70 | 69.85 | 73.15 | 4 | 22.30 | 114.3 | 2.55 |
| 2 | 60.30 | 165.1 | 52.60 | 22.30 | 33.20 | 62.00 | 17.50 | 84.00 | 91.90 | 8 | 19.10 | 127.0 | 2.93 |
| 21/2 | 73.00 | 190.5 | 62.70 | 25.40 | 38.10 | 74.70 | 19.00 | 100.0 | 104.6 | 8 | 22.30 | 149.3 | 4.40 |
| 3 | 88.90 | 209.5 | 78.00 | 28.40 | 42.90 | 90.70 | 20.60 | 117.3 | 127.0 | 8 | 22.30 | 168. 1 | 5.92 |
griechisch
Niederländisch Arabisch B, Indonesisch
| Sockelschweißflansch | 24 ”1500# SS304 Also Flanschanpassungen | HerstellungsprozessCA |
| 3/8 | 17.5 | 4.8 |
| 1/2 | 21.8 | 4.8 |
| 3/4 | 26.9 | 6.4 |
| 1 | 33.8 | 6.4 |
| 1 1/4 | 42.7 | 6.4 |
| 1 1/2 | 48.8 | 6.4 |
| 2 | 61.2 | 7.9 |
griechisch
Buttwelding -Armaturen
griechisch
300#Socket Weld FlanschUm die Korrosionsbeständigkeit und die Ästhetik des Flansches zu verbessern, wird es normalerweise einer Oberflächenbehandlung wie der Wahl, Passivierung, Galvanisierung usw. ausgesetzt.
DruckbewertungDie Rohstoffe werden durch Schmiedenprozess in Flanschblanks verarbeitet. Das Schmieden kann die Metallstruktur verbessern und die Festigkeit und Zähigkeit des Flansches verbessern. Während des Schmiedensprozesses ist es erforderlich, das Schmiedeverhältnis, die Schmiedenstemperatur und andere Parameter zu steuern, um die Qualität des Flansches zu gewährleisten.
norwegischEs gibt verschiedene Materialqualität für ASTM A182 Edelstahlflansch: F304 \ / 304l \ / 304H, 316 \ / 316L, 321, 310S, 317,347,904L , 1,4404, 1,4437.
LuxemburgischASTM A182 F316 ist eine beliebte Grad für Edelstahl im amerikanischen Standard. STAINSLOSE STAHL-Anschläge sind aufgrund der korrosiven Funktion an der Ti-korrosiven Stahlleitungen beliebt.
Ansi \ / Asme B16.5Kohlenstoffstahl: ASTM A105 \ / A105N, ASTM A350 LF2 \ / LF3, ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65, P235GH, P265GH, P280GH, P355GH