Brida de soldadura de enchufe ASTM A182
Un extremo de la brida de soldadura del zócalo ASTM A182 es una estructura de enchufe, y la tubería se puede insertar en el zócalo para la conexión de soldadura. Este método de conexión tiene un cierto grado de flexibilidad y puede absorber una pequeña cantidad de desplazamiento y vibración de la tubería. Al mismo tiempo, es relativamente fácil de instalar y tiene un buen rendimiento de sellado.
La brida de soldadura del zócalo ASTM A182 diseñada de acuerdo con los estándares ASME B16.5, es una brida de alta integridad utilizada para crear una conexión de tubería segura en sistemas de alta presión. Este tipo de brida presenta un área empotrada para que la tubería se inserte antes de soldar alrededor de su diámetro exterior, asegurando una junta robusta a prueba de fuga.
El tipo de brida de soldadura de socket se utiliza ampliamente en aplicaciones en las industrias de petróleo y gas, procesamiento químico y generación de energía, donde las conexiones confiables y libres de mantenimiento son críticas para la integridad y seguridad del sistema.
Especificación de la brida ASME B16.5
| Rango de tamaño | 1 \ / 2 ″- 3 ″ \ / DN15- DN80 |
| Calificación de presión | Clase 150, 300, 600, 1500 |
| Estándar | ANSI \ / ASME B16.5 |
| Acero carbono | ASTM A105 \ / A105N |
| Acero al carbono de baja temperatura | ASTM A350 LF2 \ / LF3 |
| Acero de tubería | ASTM A694 F42 \ / 46 \ / 56 \ / 60 \ / 65 |
| Acero aleado | ASTM A182 F11 \ / 12 \ / 12 \ / 5 \ / 9 \ / 91 \ / 92 |
| Acero inoxidable | ASTM A182 F304 \ / 304L \ / 304H, 316 \ / 316L, 310S, 317, 347, 904L |
| Acero inoxidable dúplex | ASTM A182 F51, F53, F44 |
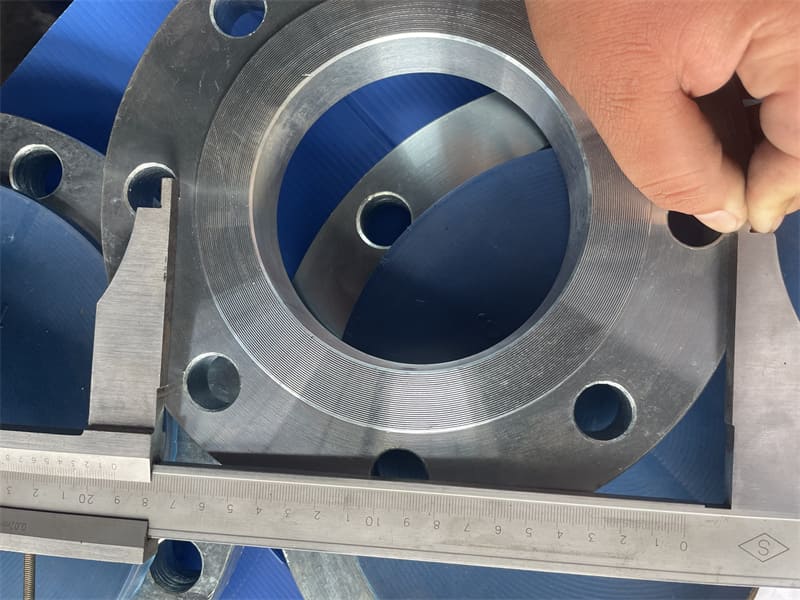
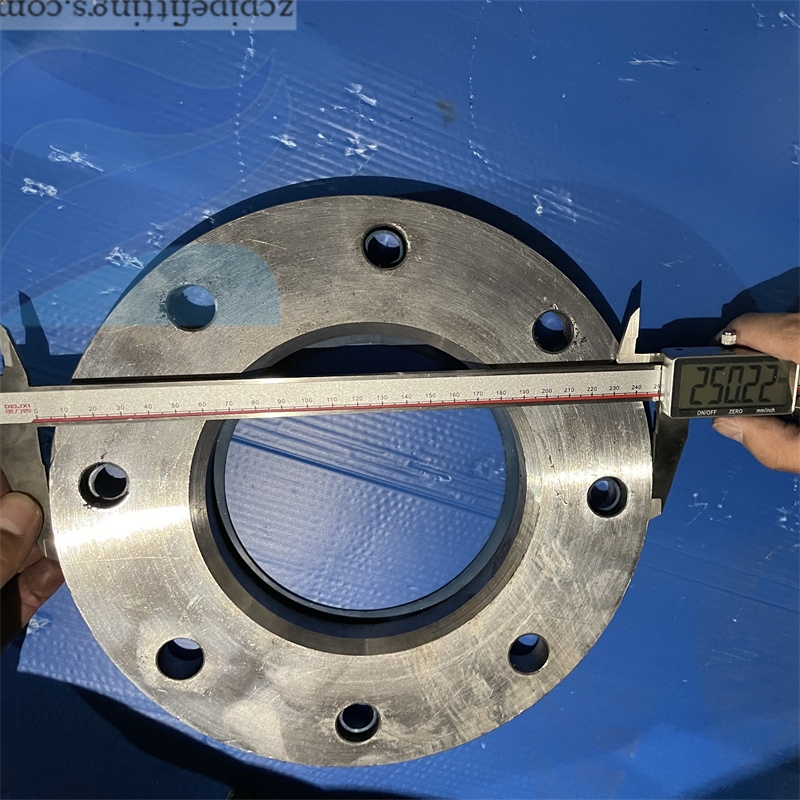
Dimensión de la brida de soldadura del enchufe
Brida de soldadura de 300#enchufe
| Nominal Tamaño de tubería | A | B | do | D | mi | K | F | GRAMO | H | I | J | Peso | |
| mm | mm | mm | mm | mm | mm | mm | mm | mm | Agujeros | mm | mm | kg \ / pedazo | |
| 1/2 | 21.30 | 95.20 | 15.70 | 14.20 | 22.30 | 22.40 | 9.60 | 38.10 | 35.10 | 4 | 15.70 | 66.55 | 0.66 |
| 3/4 | 26.70 | 117.3 | 20.80 | 15.70 | 25.40 | 27.70 | 11.10 | 47.70 | 42.90 | 4 | 19.10 | 82.50 | 1.15 |
| 1 | 33.40 | 123.9 | 26.70 | 17.50 | 26.90 | 34.50 | 12.70 | 53.80 | 50.80 | 4 | 19.10 | 88.90 | 1.40 |
| 11/4 | 42.20 | 133.3 | 35.10 | 19.00 | 26.90 | 43.20 | 14.20 | 63.50 | 63.50 | 4 | 19.10 | 98.60 | 1.75 |
| 11/2 | 48.30 | 155.4 | 40.90 | 20.60 | 30.20 | 49.50 | 15.70 | 69.85 | 73.15 | 4 | 22.30 | 114.3 | 2.55 |
| 2 | 60.30 | 165.1 | 52.60 | 22.30 | 33.20 | 62.00 | 17.50 | 84.00 | 91.90 | 8 | 19.10 | 127.0 | 2.93 |
| 21/2 | 73.00 | 190.5 | 62.70 | 25.40 | 38.10 | 74.70 | 19.00 | 100.0 | 104.6 | 8 | 22.30 | 149.3 | 4.40 |
| 3 | 88.90 | 209.5 | 78.00 | 28.40 | 42.90 | 90.70 | 20.60 | 117.3 | 127.0 | 8 | 22.30 | 168. 1 | 5.92 |
Enchufe Soldadura para Conexión
| Tamaño de corrección, NPS | Diámetro mínimo de enchufe, a, en | Profundidad mínima, B,en. |
| 3/8 | 17.5 | 4.8 |
| 1/2 | 21.8 | 4.8 |
| 3/4 | 26.9 | 6.4 |
| 1 | 33.8 | 6.4 |
| 1 1/4 | 42.7 | 6.4 |
| 1 1/2 | 48.8 | 6.4 |
| 2 | 61.2 | 7.9 |
Proceso de fabricación
Selección de materia prima:Seleccione barras de acero de aleación o acero inoxidable apropiado como materias primas de acuerdo con los requisitos de uso. Las materias primas deben cumplir con la composición química y las propiedades mecánicas del estándar ASTM A182.
Proceso de forja:Las materias primas se procesan en espacios en blanco de brida mediante el proceso de forja. La forja puede mejorar la estructura del metal y mejorar la resistencia y la tenacidad de la brida. Durante el proceso de forjado, es necesario controlar la relación de forjado, la temperatura de forja y otros parámetros para garantizar la calidad de la brida.
Mecanizado:El blanco de la brida forjada está mecanizada, incluyendo giro, perforación, aburrido y otros procesos para lograr la precisión dimensional y la rugosidad de la superficie requerida por el diseño.
Tratamiento térmico:Según los diferentes materiales, la brida procesada se somete a un tratamiento térmico apropiado, como el tratamiento de la solución, el tratamiento de templado, etc., para eliminar el estrés interno, mejorar la estructura y mejorar el rendimiento integral de la brida.
Tratamiento de la superficie:Para mejorar la resistencia a la corrosión y la estética de la brida, generalmente se somete a tratamiento de superficie, como encurtido, pasivación, galvanización, etc.